單油楔滑動軸承機床主軸部件的維修主軸部件是機床的重要組成部分。但如果在工作過程中出現故障,那么如何修復呢?以下是學習小邊為您組織的滑動軸承維修方法,我希望能幫助您。
修理滑動軸承的方法
1.修理、組裝和調整滑動軸承
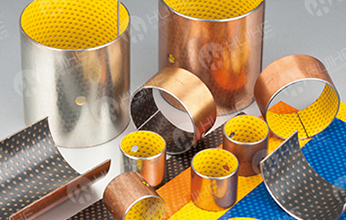
在傳統機床中,滑動軸承被用作主軸軸承,因為主軸變速范圍小,最高轉速低。在各種磨床上,雖然砂輪架的主軸轉速較高,但由于不需要頻繁變速,許多滑動軸承被用作砂輪架的主軸軸承。因此,滑動軸承在機床上的應用可以簡單地概括為兩種極端狀態:一種是低速、低負荷的主軸軸承,另一種是高精度、高速、高負荷機床的主軸軸承。滑動軸承通常分為動壓型(動壓軸承)和靜壓型(靜壓軸承)。前者靠主軸旋轉時將潤滑油帶入軸承間隙中,建立油膜壓力來平衡外部負載;后者靠外界油泵將壓力油輸入主軸與軸承間隙之間,以支承負載。近年來,隨著技術的進步,一種具有靜壓軸承特性的綜合動壓軸承被稱為靜壓軸承。當主軸旋轉時,潤滑油被帶入主鈾和軸承之間形成的楔形油間隙。由于間隙逐漸變窄,油壓升高,主軸抬起形成油楔。動壓軸承可分為單油楔滑動軸承和多油楔滑動軸承。
當主軸和軸承之間有偏心(或間隙)時,兩種滑動軸承必須形成動壓效應,油楔位置隨載荷方向而變化。由于油膜剛度差,主軸旋轉精度低。當主軸高速旋轉時,軸瓦可以在球面支撐螺釘上自由擺動,使潤滑油在主軸和軸瓦之間形成油楔,產生油膜壓力來支撐主軸負荷。整體變形軸承由五塊軸瓦相互厚度為0.5~0.7mm鋼板連接成一個整體。軸承背面的五條長筋為弧形,弧的曲率半徑小于箱(或襯套)內孔的半徑,因此軸承與箱(或襯套)內孔接觸五條線。而且每個長筋不在每個軸瓦的中間(對稱)位置,而是在主軸旋轉方向上偏過一個角度形成油楔。由于軸承背面(即弧形背面)母線為1:20錐,當軸承在箱(或襯套)內孔中進行軸向運動時,軸承可以產生彈性變形,調整主軸與軸承之間的間隙,并在其內孔中預先加工阿基米德曲線油;當主軸旋轉時,在主軸和軸承之間形成斜楔并產生油膜壓力。
二、單油楔滑動軸承
單油楔滑動軸承將潤滑油帶入主軸與軸承之間的間隙,產生動壓效應,形成油楔。
(1)內柱外錐形滑動軸承
國內M7120型臥軸矩臺平面磨床砂輪架主軸為內柱外錐滑動軸承,內孔為圓柱形,外圓為圓錐形。在調整間隙時,在軸單的外回表面打開多個軸向槽進行均勻收縮。槽的數量和分布與軸承內孔的均勻變形和圓度密切相關。此外,軸承軸向上有一個開放的燕尾槽,槽內有一個緊固螺釘。軸承間隙調整后,緊固螺釘迫使軸承外圓緊貼襯套內壁,彌補軸承收縮不均勻的現象。這種軸承的致命缺點是,在調整主軸與軸承之間的間隙時,軸承必須在箱孔中軸向移動,以迫使軸承內孔收縮。此外,由于潤滑不良,主軸頸和軸承內孔會嚴重磨損,甚至抱軸咬傷。修復這類結構復雜的主軸,一般至少要做以下步驟:
(1)修復磨損后的主軸軸頸的圓度、錐度、表而祖糙度以及前后兩軸頸的同軸度。一般認為用超精磨削修磨的主軸比采用研磨方法修復的主軸質量好;
(2)用精密制作的錐體檢驗棒(套)檢查修復箱內錐孔,滿足整形公差要求;
(3)以箱體(或襯套)內錐孔為基準,對軸承外錐孔進行研磨,使軸承外錐與箱體內錐孔的接觸率不低于80%。精細研磨時,軸承外徑等于研磨后主軸直徑的心棒上。軸承內孔應調整至自由狀態,并與心軸直徑滑動配合;
(4)修復砂輪主軸和袖承外錐后,可刮去軸承內孔。刮削時,用研磨棒代替主軸,根據主軸修復后的實際尺寸和支撐的內孔尺寸制造研磨棒的尺寸。刮取軸承內孔滿足接觸點要求后,將軸承內孔尺寸調整到與研磨棒稍緊的滑動配合。此時,軸承不再拆卸,直接在箱內清洗。然后用氧化鉻作研磨劑對軸承進行研磨,以消除刮削寸的刀痕毛刺。正是由于這種類型的軸承結構老化,調整時不易變形或不均勻變形,人們試圖在軸承變形槽上工作,或加深變形槽的尺寸;或將尺寸相等的竹片嵌入每個變形槽中,迫使軸承均勻變形:或打開更多的軸向槽,提高變形均勻性,實際上成為未來多瓦變形軸承的基礎。
(二)內錐外柱滑動軸承
國內M7120A水平軸矩形平面磨床砂輪架主軸采用內錐外柱滑動軸承,主軸前后軸承由內錐外柱滑動軸承支撐,主軸頸為1:30錐,軸承徑向間隙為0.005mm,保證墊圈1。主軸軸軸向負荷由止推墊圈3球形墊圈4和彈簧承受,主軸系壓潤滑,套筒2內孔在止推墊圈3處,加工成0偏心.8mm儲油通過偏心槽將墊圈3擠入長孔,分別壓入前后軸承,然后從套筒2的槽部流回,形成自動循環。當主軸旋轉時,油膜厚度大于0.005mm(徑向)將主軸推到前面,使墊圈離開前軸承端面,以減少端面的摩擦和加熱。該結構的問題是:軸承為單油楔,軸向漂移量大。油箱位置不合理,軸承內潤滑油循環不良,油膜剛度低,軸承溫升高。針對這些問題,軸承內孔在改進結構中形成油楔,改善了主軸的強制潤滑和散熱條件。
機床主機械傳動部件的維護
主軸部件的維護和維護
主軸部件是數控機床機械部件的重要組成部分,主要由主軸、軸承、主軸準停裝置、自動夾緊和芯片去除裝置組成。數控機床主軸部件的潤滑、冷卻和密封是機床使用和維護中值得注意的幾個問題。
首先,良好的潤滑效果可以降低軸承的工作溫度,延長使用壽命;因此,應注意:低速、油循環潤滑;高速油霧、油氣潤滑。然而,當使用油潤滑時,主軸軸承的密封量通常為軸承空間體積的10%。不要隨意填充,因為過多的油會加重主軸的加熱。對于油循環潤滑,每天檢查主軸潤滑恒溫油箱,看油是否充足。如果油不夠,應及時添加潤滑油;注意檢查潤滑油的溫度范圍是否合適。
為了保證主軸潤滑良好,減少摩擦加熱,帶走主軸組件的熱量,通常采用循環潤滑系統,液壓泵強油潤滑,油溫控制器控制油箱的油溫。高檔數控機床主軸軸承采用高檔油密封潤滑,每加油7~10年。新型潤滑冷卻方法不僅要降低軸承溫升,還要降低軸承內外環的溫差,以保證主軸熱變形小。
有兩種常見的主軸潤滑方法。油氣潤滑方法與油霧潤滑方法相似,但油霧潤滑方法是連續供應油霧,油氣潤滑是定期定量地將油霧送入軸承間隙,實現油霧潤滑,避免油霧過多,污染周圍空氣。大流量恒溫油(每個軸承3~4L/min)注入主軸軸承,達到潤滑冷卻的目的。大流量噴注的油必須通過排油泵排出,而不是自然回流。同時,應采用專用大容量高精度恒溫油箱,控制油溫變化&plu ** n;0.5℃。
第二,主軸部件的冷卻主要是減少軸承加熱,有效控制熱源。
第三,主軸部件的密封不僅要防止灰塵、碎屑和切削液進入主軸部件,還要防止潤滑油泄漏。主軸部件的密封包括接觸式和非接觸式密封。對于油氈圈和耐油橡膠密封圈的接觸式密封,應注意檢查其老化和損壞;對于非接觸式密封,為了防止泄漏,確保回油能盡快排出,保證回油孔暢通是很重要的。 綜上所述,在數控機床的使用和維護過程中,必須高度重視主軸部件的潤滑、冷卻和密封,并認真做好。
進給傳動機構的維護
進給傳動機構的機電部件主要包括伺服電機及檢測部件、減速機構、滾珠絲杠螺母副、絲杠軸承、運動部件(工作臺、主軸箱、立柱等。).這里主要說明滾珠絲杠螺母副的維護。
(1)調整滾珠絲杠螺母副軸向間隙
除了要求單向進給運動精度外,滾珠絲杠螺母副對軸向間隙也有嚴格的要求,以確保反向傳動精度。因此,在操作和使用中,應注意通過調整方法消除絲杠螺母副磨損引起的軸向間隙。
雙螺母墊片間隙消除方法:兩個螺母的凸緣分別與固定在套筒兩端的內齒圈嚙合,齒數分別為Z1、Z2.一個齒不同。調整時,取下內齒圈,使兩個螺母相對于套筒向同一方向旋轉一個齒,然后插入內齒圈,兩個螺母產生相對角位移,軸向位移為:
式中Z1、Z二是齒輪的齒數,Ph滾珠絲杠的導程。
(2)滾珠絲杠螺母副密封潤滑的日常檢查
滾珠螺釘螺母副的日常密封和潤滑檢查是操作和使用中應注意的問題。螺釘螺母的密封是檢查密封圈和保護套,防止灰塵和雜質進入滾珠螺釘螺母副。對于螺釘螺母的潤滑,如果使用油,則定期潤滑;如果使用潤滑油,注意經常通過注油孔注油。
機床導軌的維護和維護
機床導軌的維護主要是導軌的潤滑和保護。
(1)導軌潤滑
導軌潤滑的目的是減少摩擦阻力和摩擦磨損,避免低速爬行,降低高溫溫升。因此,導軌的潤滑非常重要。用潤滑油潤滑滑動導軌;而滾動導軌,則潤滑油或潤滑脂均可。常用的數控機床潤滑油有:L-AN10、15、32、42、68。導軌的油潤滑一般采用自動潤滑。在操作和使用過程中,應注意檢查自動潤滑系統中的分流閥。如果出現故障,導軌將無法自動潤滑。另外,每天都要做到
檢查導軌潤滑油箱的油量。如果油量不夠,應及時添加潤滑油;同時,檢查潤滑油泵是否可以定期啟動和停止,定期啟動時是否可以提供潤滑油。
(2)保護導軌
在操作和使用過程中,應注意防止導軌表面粒或切削液散落在導軌表面,否則會加重導軌的磨損、擦傷和腐蝕。因此,應注意導軌保護裝置的日常檢查,以確保導軌的保護。